
Az ipari gyártás területén,volfrám karbid pengenagy szilárdságának, nagy keménységének és kiváló kopásállóságának köszönhetően a vágási műveletek vezetőjévé vált. Általánosságban elmondható, hogy amikor az ipari pengék nagy sebességgel forognak a vágási folyamat során, és szorosan érintkeznek a fém anyaggal, akkor a szemet gyönyörködtető jelenség csendesen fordul elő - Sparks repül. Ez a jelenség nem csak érdekes, hanem felveti a kérdéseket is, hogy a volfrám -karbid pengék mindig szikrákat termelnek -e vágáskor. Ebben a cikkben mélyrehatóan feltárjuk ezt a témát, és kifejezetten bemutatjuk azokat az okokat, amelyek miatt a Tungsten karbid pengék nem termelnek szikrákat, ha bizonyos körülmények között vágnak.
Volfrám karbid penge, mint egyfajta cementált karbid, elsősorban volfrámból, kobaltból, szénből és más elemekből áll, amelyek kiváló fizikai és kémiai tulajdonságokat adnak neki. A vágási műveletek során a volfrám-karbid pengék éles széleikkel és nagysebességű forgásukkal könnyen vághatják le a különféle fém anyagokat. Rendszeres körülmények között azonban, amikor a penge nagy sebességgel forog a fém vágásához, a fém felületén lévő apró részecskéket a súrlódás által generált magas hőmérséklet miatt meggyújtják, és szikrákat képeznek.

A vágáskor azonban nem minden volfrám -karbid pengék termelnek. Bizonyos specifikus körülmények között, például a volfrám -karbid anyagok speciális arányának felhasználása vagy a specifikus vágási folyamatok elfogadása esetén a volfrám -karbid pengék szikra nélkül vághatnak le. A jelenség mögött összetett fizikai és kémiai alapelvek helyezkednek el.
Mindenekelőtt a kulcsa a volfrám -acél anyag speciális aránya. A volfrám -karbid pengék gyártásakor a penge mikroszerkezete és kémiai összetétele megváltoztatható a volfrám, a kobalt, a szén és más elemek tartalmának és arányának beállításával. Ezek a változások olyan pengéket eredményeznek, amelyek alacsonyabb súrlódási és nagyobb hővezetőképességgel rendelkeznek a vágási folyamat során. Amikor a penge érintkezik a fémmel, a súrlódás miatt előforduló hőt gyorsan felszívhatja a penge, és kiküszöbölheti, elkerülve az apró részecskék gyújtását a fém felületén, ezáltal csökkentve a szikrák képződését.
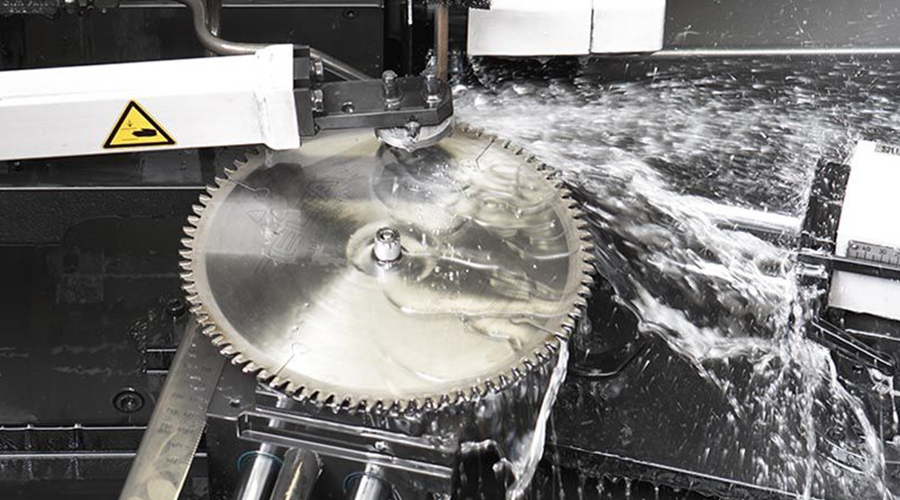
Másodszor, a vágási folyamat megválasztása szintén döntő jelentőségű. A vágási folyamat során a penge és a fém közötti súrlódást és hőmérsékletet olyan paraméterek beállításával lehet szabályozni, mint például a vágási sebesség, a vágási mélység és a vágási szög. Ha a vágási sebesség mérsékelt, a vágási mélység sekély, és a vágási szög ésszerű, a súrlódás és a hőmérséklet jelentősen csökkenthető, csökkentve a szikrák generálását. Ezenkívül a hűtőfolyadék használata a vágási terület lehűlésére és kenésére is hatékonyan csökkentheti a fémfelület hőmérsékletét és csökkentheti a súrlódást, tovább csökkentve a szikrák előállítását.
A fenti okok mellett a szikrák hiánya, amikor a volfrám -karbid pengékkel vágják, a fém anyag természetéhez is kapcsolódhat. Egyes fémanyagok olvadáspontja és magas oxidációs ellenállása van, amelyeket a vágási folyamat során nem könnyű meggyújtani. Amikor ezek a fémek érintkezésbe kerülnek a volfrám -karbid pengékkel, akkor nehéz még akkor is, ha bizonyos súrlódást és hőmérsékletet generálnak.
Érdemes azonban megjegyezni, hogy noha a speciálisan arányos volfrám -acél anyagok és a specifikus vágási folyamatok bizonyos mértékben csökkenthetik a szikrák generálását, nem tudják teljesen kiküszöbölni a szikrákat. A gyakorlati alkalmazásokban továbbra is meg kell tenni a szükséges biztonsági intézkedéseket, például védőszemüveget, tűzálló ruházatot és kesztyűt, hogy biztosítsák az operátorok biztonságát.
Ezenkívül azoknál az esetekben, amikor a vágási műveleteket gyúlékony és robbanásveszélyes környezetben kell végrehajtani, a tűz és a robbanás kockázatának csökkentése érdekében a robbanásbiztos teljesítményű vágóberendezéseket és a robbanásbiztos teljesítményű pengéket kell kiválasztani. Ugyanakkor a vágóberendezések és a pengék rendszeres ellenőrzése és karbantartása annak biztosítása érdekében, hogy jó működési állapotban vannak, szintén fontos intézkedés a szikrageneráció csökkentése érdekében.
Összefoglalva:volfrám karbid pengeSparkokat generál, amikor a vágás a tényezők kombinációjától függ. A volfrám -acél anyagok arányának beállításával, a vágási folyamat optimalizálásával, valamint a megfelelő fém anyagok és egyéb intézkedések kiválasztásával a szikra generáció bizonyos mértékben csökkenthető. Ennek ellenére továbbra is meg kell tenni a szükséges biztonsági védelmi intézkedéseket, valamint a gyakorlati alkalmazásban rendszeres ellenőrzési és karbantartási intézkedéseket a vágási műveletek biztonságának és hatékonyságának biztosítása érdekében. A tudomány és a technológia folyamatos fejlődésével, valamint a gyártási folyamat folyamatos fejlesztésével úgy gondolják, hogy a jövőben innovatívabb technológiák és intézkedések lesznek a szikrák generálásának csökkentése, valamint az ipari gyártási terület biztonságának és fenntartható fejlődésének előmozdítása érdekében.
Később folytatjuk az információk frissítését, és további információkat találhatunk weboldalunkon (passiontool.com) blogunkban.
Természetesen figyelhet a hivatalos közösségi médiára is:





A postai idő: december-27-2024



